Mastering Slewing Ring Bearing Installation: Your Guide to Optimal Performance
2025-08-13
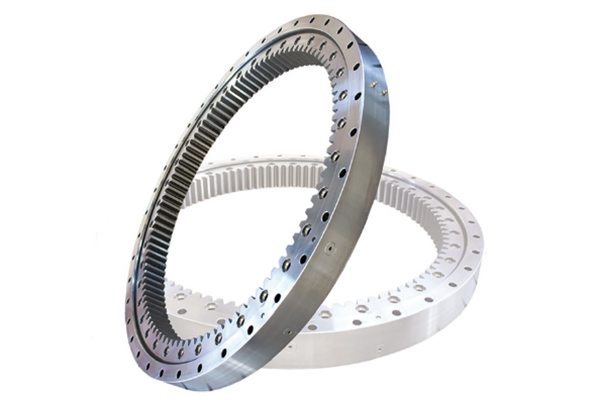
The slewing ring bearing is the unsung hero of heavy machinery. From the towering crane on a construction site to the precise rotation of a medical scanner, this critical component makes modern engineering marvels possible. But a high-quality bearing is only half the story. Its ultimate performance and lifespan depend entirely on one crucial process: the installation. A flawless slewing ring bearing installation ensures safety, efficiency, and longevity, while a poor one can lead to premature failure, costly downtime, and significant safety risks.
As a factory owner, I’ve seen firsthand how a small mistake during the mount process can undermine thousands of dollars of precision engineering. That’s why I’ve created this guide. For procurement officers like Mark Thompson and their engineering teams, this article is more than just a manual. It’s a look inside the manufacturer’s mindset, sharing the essential knowledge needed to protect your investment. We’ll walk through every step, from pre-installation checks to final lubrication, to ensure your equipment operates at its peak potential. This is your definitive guide to getting the slewing ring bearing installation right the first time.
What Should You Check Before Starting the Slewing Ring Bearing Installation?
Before a single tool is picked up, a thorough pre-installation inspection is the first line of defense against future problems. The moment a shipment arrives, the process begins. You should immediately verify that the delivered bearing matches your purchase order specifications, including the part number, size, and any custom features. We, as a manufacturer, take great care in our documentation and packaging, but it’s a crucial step to cross-reference everything.
Once confirmed, carefully unbox the slewing bearing and conduct a visual inspection. Look for any signs of damage that may have occurred during shipment. While our bearings are robust, improper handling by third-party logistics can happen. Check the integrity of the integral seals on bearings, ensuring they are intact and free of nicks or cuts. Look at the gear teeth (if applicable) and the mounting hole surfaces. It’s also wise to check the bearing torque with a simple manual rotation to feel for smoothness. It should rotate freely without any grinding or catching. Any abnormality at this stage is a red flag that must be addressed before the installation procedure begins.
How Crucial is the Mounting Surface for a Slewing Ring?
Let me be direct: the mounting surface is the single most important factor in a successful slewing ring bearing installation. You can have the most precisely engineered bearing in the world, but if you mount it on an uneven or insufficiently rigid structure, it will fail. The mounting structure acts as the foundation for the bearing, and any imperfections in that foundation are transferred directly into the bearing, causing localized load points, increased friction, and ultimately, premature raceway wear.
The mounting surface must be machined to a specific flatness to ensure the load is distributed evenly around the entire ring. An uneven surface will cause the bearing to distort when the bolts are tightened, creating high-stress areas that the bearing was not designed to handle. This distortion can lead to a dramatic reduction in the bearing’s lifespan. The structure must also be rigid enough to prevent deflection under load. If the structure flexes, the bearing flexes with it, which can cause the ball or roller elements to pinch in the raceway, leading to catastrophic failure.
"A slewing bearing is only as good as the structure it’s mounted on. Never underestimate the importance of the foundation." – Allen, Xinda Bearing Factory
Here is a general guideline for flatness requirements. Always consult your specific bearing specification sheet for precise values.
| Bearing Raceway Diameter | Recommended Mounting Surface Flatness |
|---|---|
| < 500 mm (20 in) | 0.13 mm (0.005 in) |
| 500 – 1000 mm (20 – 40 in) | 0.25 mm (0.010 in) |
| 1000 – 2000 mm (40 – 80 in) | 0.40 mm (0.015 in) |
| > 2000 mm (80 in) | 0.50 mm (0.020 in) |
Before you mount the bearing, the surface must be cleaned of all debris, paint, rust, and burrs. Any foreign material trapped between the bearing and the mounting surface can create the same kind of damaging high points as an improperly machined surface.
What’s the Correct Way to Lift and Handle the Bearing?
A slewing ring bearing is both heavy and a piece of precision equipment. Improper handling can easily cause unseen damage. The golden rule is to never let the bearing’s own weight cause distortion. Large bearings should always be lifted using several eyebolts screwed into the mounting holes, distributed evenly around the circumference. Use a sling and a spreader bar to ensure the lifting forces are vertical and the bearing remains horizontal.
Never, under any circumstances, should you lift the bearing by its gear teeth or its seals. This can cause irreparable damage. Similarly, avoid shocking the bearing by dropping it or banging it against other objects. Such impacts can create microscopic dents in the raceways (a phenomenon known as brinelling), which will become major points of failure once the bearing is under load. When moving the bearing, support it fully to maintain its shape. This careful handling is essential to preserving the fine-tuned geometry of the bearing before you install it.
How Do You Position the Slewing Ring on the Mounting Structure?
Proper orientation is key for maximizing the bearing’s load capacity and operational life. Most single-row ball bearings have what is called a "soft zone." This is a result of the manufacturing process where the race is hardened. This zone is typically marked on the bearing’s outer or inner ring, often with a stamped letter ‘S’ or a paint mark. This marked zone has the lowest load capacity.
Therefore, you must orient the bearing so that this soft zone is positioned in the area of minimum load. Conversely, the "hardest point," located 90 degrees from the soft zone, should be aligned with the point of maximum thrust load. For equipment like cranes, this would be over the front or back of the machine, depending on where the heaviest lifting occurs. For geared bearings, you also need to consider the pinion gear. The bearing should be positioned so that the pinion meshes correctly and the point of maximum gear backlash is located in the minimum load zone to reduce vibration and wear on the gear teeth. Ignoring these orientation marks is a common and costly mistake.

Why is the Bolt Tightening Procedure So Important?
The mounting bolts are what hold the entire assembly together, and the procedure for tightening them is a science. It’s not just about making them tight; it’s about achieving the correct bolt tension to ensure the bearing is securely clamped to its mounting surface without distortion. Improper bolt tension is a primary cause of bearing failure. If bolts are too loose, the bearing can shift, leading to wear and potential shearing of the bolts. If they are too tight, you can damage the bolts, the bearing rings, or even distort the entire bearing.
Here’s the correct procedure:
- Use the Right Hardware: Always use high-strength bolts (typically Class 10.9 or equivalent) and hardened flat washers. Never use spring washers, as they can damage the bearing surface. Ensure the bolt length is correct to achieve proper thread engagement without bottoming out in the hole.
- Initial Tightening: Lightly tighten all bolts to about 20-30% of the final recommended torque value to seat the bearing ring evenly on the mounting surface.
- Star Pattern Sequence: Tighten the bolts in a star or cross pattern, similar to how you would tighten the lug nuts on a car wheel. This distributes the clamping force evenly across the ring. Tighten them in stages, for example, to 50% of the final torque, then to 80%, and finally to 100%.
- Final Torque: Use a calibrated torque wrench to apply the final, specified bolt torque. This value is critical and is determined by the bolt size and grade. It is not arbitrary. We recommend a final circumferential pass to ensure all bolts are tightened to the correct specification.
This meticulous bolt tensioning process ensures the bearing achieves optimal performance and can handle the specified loads. Rushing this step will compromise the entire installation.
What Should You Know About Gear Backlash and Meshing?
For any slewing gear bearing, achieving the correct gear backlash is vital for smooth and quiet operation. Backlash is the small amount of clearance between the slewing bearing’s gear teeth and the teeth of the driving pinion.
- Too little backlash: This will cause the gears to bind, leading to excessive friction, heat, high power consumption, and rapid wear of both the bearing gear and the pinion.
- Too much backlash: This will result in noisy operation and high impact loads on the gear teeth every time the direction of rotation is reversed. This impact can cause tooth damage and vibration throughout the equipment.
The gear on the bearing ring has a point of minimum runout, which is the point where the teeth are radially furthest from the center. This spot is usually marked. The pinion should be set to the correct backlash at this specific point on the bearing. This ensures that as the bearing rotates, the backlash will never be less than the minimum required value, preventing binding. After setting the backlash at the tightest point, you should check it at several other locations around the ring to ensure it remains within the acceptable range specified by the engineering team.
How Can You Ensure Proper Lubrication After Installation?
Lubrication is the lifeblood of any bearing. While our slewing bearings are shipped with a coating of protective grease, this is not sufficient for operation. Before the equipment is put into service, the bearing must be fully lubricated. There are two primary areas that need attention: the raceway and the gear.
For the raceway, you must pump a compatible, high-quality EP (Extreme Pressure) grease into the grease fittings provided on the ring until you see fresh grease purging from the seals. This purging action is important because it not only confirms the raceway is full but also helps to flush out any potential dirt or debris that may have entered during installation. For the gear teeth, a thicker, high-viscosity open gear lubricant should be applied to the entire circumference of the gear and the pinion. This type of lubricant is designed to adhere to the teeth and resist being thrown off during rotation. A regular re-lubrication schedule is critical for long-term maintenance and must be followed.

What are Common Mistakes to Avoid During Installation?
Over the years, we’ve seen a few common, preventable mistakes that can severely impact the life of a bearing. Awareness is the key to avoidance.
- Welding on or near the bearing: Never weld on the equipment after the bearing has been installed without proper grounding. If the welding current passes through the bearing, it will create arc pits on the raceway and rolling elements, causing immediate and irreversible damage. The ground clamp must always be placed on the same ring (inner or outer) that is being welded.
- Using incorrect fasteners: Using low-grade bolts or not using hardened washers is a recipe for disaster. The bolts will stretch, lose their tension, and fail.
- Ignoring the mounting surface: As discussed, mounting a precision bearing on a dirty, warped, or non-rigid surface is the fastest way to destroy it. The extra time and cost to properly prepare the mounting surface will pay for itself many times over.
- Not protecting the bearing: During the installation of other components, it’s easy for debris, weld spatter, or paint to fall onto the bearing. We recommend using protective shrouding to protect the gear teeth and seals from damage and contamination.
How Does Proper Storage Affect Bearing Performance Before You Install?
The journey of a slewing bearing doesn’t start on the day of installation. Its performance can be affected by how it’s handled long before it reaches the equipment. Proper storage is a simple but often overlooked aspect of bearing care. When you receive a bearing that won’t be immediately installed, it needs to be stored correctly to prevent damage.
The bearing should be stored horizontally on a flat, stable pad or pallet in a clean, dry, and moderate-temperature environment. Storing a bearing vertically or on an uneven surface can cause the rings to go out of round due to their own weight, a form of distortion that can be very difficult to correct. The original factory pack is designed to protect the bearing from moisture and dirt during shipment and is ideal for short-term storage. For long-term storage, the bearing should be periodically rotated and re-coated with a rust-preventative lubricant to ensure all surfaces remain protected.
What Final Checks Ensure a Successful Installation?
After the bearing is mounted, the bolts are tightened, and the lubrication is complete, a few final checks can assure a successful installation. First, perform a no-load rotation test. Rotate the bearing through at least three full revolutions. The rotation should be smooth and consistent. Listen for any unusual noises and feel for any binding or tight spots. A smooth, even bearing torque indicates a good installation.
Next, if it’s a geared bearing, re-check the gear backlash at several points around the ring to confirm it’s correct. Finally, and this is very important, you should re-check the bolt torque after the first few hours of operation. The initial operation of the equipment can cause the components to settle, which may result in a slight loss of bolt tension. A final check and re-torque of the mounting bolts to the specified value will ensure the fastening remains secure for the long haul. This last inspection step is your final seal of approval on a job well done. Whether you’re installing a standard single-row ball bearing or a complex three-row roller bearing, these principles are universal.
Key Takeaways for a Perfect Installation
Proper slewing ring bearing installation is a meticulous process, but it’s not complicated if you follow the correct procedures. By paying close attention to these details, you can ensure the optimal performance and longevity of both the bearing and your equipment.
- Inspect First: Always inspect the bearing upon arrival for damage and to verify it matches your order specifications.
- Foundation is Everything: The mounting surface must be clean, flat, and rigid. Do not compromise on this step.
- Handle with Care: Lift the bearing correctly using eyebolts and a sling to prevent distortion or impact damage.
- Position for Power: Orient the bearing’s hard and soft zones relative to the primary load direction.
- Torque with Precision: Use high-strength bolts, hardened washers, and a calibrated torque wrench to tighten in a star pattern to the specified value.
- Set the Backlash: For geared bearings, ensure the correct backlash is set at the tightest point of the gear.
- Lubricate for Life: Fill the raceway and grease the gears with the recommended lubricants before operation.
- Final Check: Rotate the bearing to check for smoothness and re-torque the bolts after the initial run-in period.