The Ultimate Guide to Lightweight Slewing Ring Bearings with External Gear
2025-08-22
As a factory owner specializing in slewing ring bearings for over a decade, I’ve seen countless engineering challenges. My name is Allen, and from our production lines here in China, we ship precision components to clients like Mark Thompson in the USA and across Europe. Mark, a decisive procurement officer, needs bearings that are not only cost-effective but also meet stringent quality standards. He, like many of you, is increasingly looking for solutions that reduce weight without sacrificing performance. This guide is for you. We’ll dive deep into the world of the lightweight slewing ring bearing, exploring materials, designs, and the critical questions you should ask your supplier to avoid costly delays and quality issues. This isn’t just a technical overview; it’s a look inside the manufacturing process from someone who lives it every day.
What is a Lightweight Slewing Ring Bearing and Why Does It Matter?
At its core, a lightweight slewing ring is a specialized type of bearing engineered to provide rotational support for heavy or complex loads, but with a significantly reduced mass compared to traditional steel bearings. Think of it as the skeletal system for modern machinery—strong where it needs to be, but without any unnecessary weight. This is often achieved through the use of advanced materials like high-strength aluminium alloys or by designing the bearing with a thin section profile. The primary goal is to provide the same rotational precision and load capacity you’d expect from a standard slewing bearing, but in a much lighter package.
Why is this so important? In industries like robotics, aerospace, and medical imaging, every gram counts. Reducing the overall weight of a system improves energy efficiency, increases payload capacity, and can even enhance dynamic performance by lowering inertia. A lightweight slewing solution isn’t just a component; it’s an enabling technology. For a robotic arm, it means faster, more precise movements. For a portable radar system, it means greater mobility. We’ve seen firsthand how a well-designed lightweight slewing ring bearing can transform a customer’s product, making it more competitive and capable. The principle is simple: achieve more with less.
This type of bearing still functions like any other slewing ring, capable of handling axial, radial, and moment loads simultaneously. The key difference lies in the optimization of its design and materials. Whether it’s a simple four-point contact ball design or a more complex double ball bearing arrangement, the engineering focus is always on maximizing strength-to-weight ratio. The bearing must be robust enough to handle operational stresses and even unexpected impacts, which is why the design must be designed to withstand large forces created during operation. It’s a delicate balance of material science and mechanical engineering.

Key Applications Driving the Demand for Lightweight Slewing Bearings
The shift towards lightweight slewing components isn’t a niche trend; it’s a broad movement across multiple high-tech industries. We’ve worked with engineers from various sectors, and the common thread is the relentless pursuit of efficiency and performance. A slewing bearing is a critical component in these applications.
Here are some of the key areas where lightweight slewing ring bearings are making a significant impact:
- Robotics and Automation: Industrial robots, especially collaborative robots ("cobots") that work alongside humans, need to be light and agile. A lightweight slewing bearing slew bearing at the joints (waist, shoulder, elbow) reduces the motor torque required to move the arm, leading to faster cycles and lower energy consumption.
- Medical Equipment: Devices like CT scanners, MRI machines, and surgical robots require smooth, precise, and quiet rotation. Aluminium slewing rings are ideal here not only for their low weight but also for their non-magnetic properties in some cases. The precision of the bearing directly impacts the quality of medical imaging.
- Aerospace and Defense: Satellite positioning systems, antenna rotators, and optical systems demand components that perform flawlessly under extreme conditions whilst minimising weight. A lightweight slewing ring can mean the difference in fuel efficiency for an aircraft or the payload capacity of a satellite launch.
- Unmanned Aerial Vehicles (UAVs): Large-scale drones used for surveillance, logistics, or agriculture often feature rotating sensor turrets or camera gimbals. Every gram saved on a component like a slewing bearing extends flight time and operational range.
In each of these fields, the bearing has been designed not just as a rotational part, but as an integral piece of a highly optimized system. The need for a lightweight yet strong bearing is paramount. As a manufacturer, we see these evolving demands as an opportunity to innovate with new materials and custom geometries.
How are Custom Lightweight Slewing Rings Designed for a Specific Application?
Creating a lightweight slewing ring that perfectly matches a customer’s needs is a collaborative process that goes far beyond simply picking a part from a catalogue. This is where a true manufacturing partner distinguishes itself. When a client like Mark comes to us with a new project, our bearing engineers initiate a detailed discovery process. It all starts with understanding the specific application criteria. We need to know the loads (axial, radial, and moment), the required rotational speed, the operating environment (temperature, exposure to moisture), and the precision requirements.
This initial consultation is followed by a design phase where we leverage advanced tools like our proprietary bearing software for initial calculations and Finite Element Analysis (FEA) for stress simulation. FEA validation is crucial because it allows us to digitally test the bearing under its expected operational loads, including potential shock loading scenarios. We can optimize the raceway geometry, ball or roller size, and the cross-section of the rings to remove unnecessary material without compromising structural integrity. This is how we develop custom bearing geometries that are both lightweight and robust. This process ensures the bearing will handle the forces created during shock loading conditions.
Once the digital design is finalized, detailed manufacturing drawings are created. We provide these to the client’s engineering team for review and approval before any metal is cut. This step is critical for ensuring that the mounting hole patterns, gearing arrangements, and overall dimensions align perfectly with their housing and mating components. For us, quality control is of paramount importance, and it begins right here in the design phase. We believe in providing full application engineering support from concept to completion, ensuring the final custom products we deliver are a perfect fit.
Which Materials Define a Lightweight Slewing Ring: Aluminium vs. Stainless Steel?
The choice of material is the single most important factor in creating a lightweight slewing ring. While standard slewing bearings are typically made from high-carbon chromium steel (like 50Mn or 42CrMo), lightweight variants rely on different alloys to shed pounds. The two most common choices are high-strength aluminum and corrosion-resistant stainless steel.
Aluminum Slewing Rings:
When maximum weight reduction is the goal, 7075-T6 aluminium is often the top choice. This aerospace-grade alloy offers an excellent strength-to-weight ratio, roughly one-third the weight of steel. However, since aluminum is softer than steel, the raceways where the balls or rollers run require hardened steel wire inserts. These inserts provide a durable rolling surface while the rest of the bearing structure remains light. An aluminium slewing ring is perfect for applications where weight is the most critical factor.
Stainless Steel Slewing Rings:
For applications where both low weight and high corrosion resistance are needed, 420 stainless steel is an excellent option. While not as light as aluminum, it is significantly lighter than standard bearing steel and offers inherent protection against rust and corrosion, making it suitable for marine, food processing, or certain medical environments. A stainless steel slewing bearing can often be used without special coatings, simplifying the design.
Here’s a simple comparison:
| Feature | 7075-T6 Aluminum | 420 Stainless Steel | Standard Bearing Steel |
|---|---|---|---|
| Weight | Lowest | Medium | Highest |
| Strength | Good (with steel inserts) | Very Good | Excellent |
| Corrosion Resistance | Good (can be anodized) | Excellent | Poor (requires coating) |
| Cost | Highest | High | Standard |
Ultimately, the right material depends on the specific application. We work closely with our clients to analyze the trade-offs and select the material that provides the best balance of weight, performance, durability, and cost for their project. With our process, we maintain full traceability of every material process, so clients can be confident in the quality of the raw materials used in their bearing.
Single Row vs. Double Ball Bearing: What’s the Best Lightweight Design?
Within the world of lightweight slewing ring bearings, the internal geometry plays a huge role in determining its performance characteristics. The two most common configurations are the single-row four-point contact ball bearing and the double ball bearing. Choosing between them depends entirely on the load requirements of your application.
A single-row four-point contact ball bearing is the workhorse of the lightweight slewing world. It uses a single row of ball bearings that contact the raceway at four points, allowing it to handle axial, radial, and moment loads simultaneously. Its key advantage is its compact, thin section profile, which makes it inherently lighter and ideal for applications with space and weight constraints. For many applications in robotics and general automation, a well-designed single-row slewing bearing provides more than enough capacity.
However, when higher load capacities or greater stiffness are required, a double ball bearing (specifically, a double-row four-point contact ball bearing) is the superior choice. This design, like our popular 011.20.1220.000.11.1504 Precision double-row ball slewing ring, uses two rows of balls, which significantly increases its ability to handle heavy moment loads. This makes it suitable for applications like small cranes, aerial platforms, or robotic systems that experience high cantilevered loads. The trade-off is a slightly larger and heavier bearing compared to a single-row design, but the performance gains are substantial. The two four-point contact ball bearings work in concert to provide exceptional stability.
Can a Roller Bearing Configuration Be Used in Lightweight Slewing Rings?
While ball bearings are most common in lightweight designs, it is certainly possible to create a lightweight slewing ring using rollers. A single-row crossed roller bearing is a prime candidate for this. In this configuration, cylindrical rollers are arranged alternately at 90-degree angles to each other within a single raceway. This design provides a line of contact rather than a point of contact (as with balls), resulting in a much higher load capacity and greater rigidity in a very compact space.
A lightweight crossed roller bearing would typically be used in applications that demand extreme stiffness and precision under heavy loads, but where weight is still a major concern. Examples include high-precision machine tool rotary tables or large optical positioning systems. The manufacturing of a lightweight slewing roller bearing is more complex, requiring very tight tolerances to ensure smooth rotation.
However, for most applications that prioritize weight savings above all else, a ball bearing design often provides the best balance of performance, weight, and cost. A roller bearing is a specialized solution for when a light duty slewing bearing simply won’t suffice, and you need the absolute maximum load-bearing capability in the smallest and lightest possible footprint. We have supplied many custom solutions, including designs like the I.2025.50.15.D.1-R roller slewing bearing, which demonstrates the capability to handle immense forces.
How Do You Choose a Reliable Supplier for Custom Slewing Rings?
For a procurement officer like Mark, this is perhaps the most critical question. A low price is meaningless if the supplier causes production delays or delivers a substandard product. I’ve built my business on the principle that trust is earned through transparency and consistent performance. When evaluating a supplier for custom slewing rings, especially complex lightweight slewing ring bearings, here are the non-negotiables you should look for:
- Engineering Expertise: Do they have experienced bearing engineers on staff? Can they provide application engineering support and collaborate on your custom design? A good supplier doesn’t just sell parts; they provide bearing solutions.
- Quality Management and Traceability: Ask about their quality control process. Can they provide a full traceability of every material process, from raw material sourcing to final inspection? Request examples of conformance documentation. This is your guarantee against material defects.
- In-House Testing and Validation: A top-tier supplier should have the capability to test and validate their products. This includes checking dimensional accuracy, verifying gear quality, and measuring key performance indicators like frictional torque and free play. Ask if they perform lifetime testing with our proprietary software or equipment.
- Clear Communication and Realistic Lead Times: This is a major pain point. A reliable partner will provide clear, consistent communication and realistic delivery schedules. They should be upfront about potential challenges and work with you to mitigate them.
- Proven Track Record: Ask for case studies or references from clients in your industry. A history of successfully delivering custom lightweight slewing rings is the best indicator of future performance.
Finding a partner who excels in these areas will save you headaches, time, and money in the long run. It turns the purchasing process from a simple transaction into a strategic partnership.
What is the Critical Role of Lubrication in a Lightweight Bearing?
No matter how advanced the materials or precise the manufacturing, the performance and lifespan of any slewing bearing depend heavily on proper lubrication. For a lightweight slewing bearing, which often operates at higher speeds or with greater precision, this is even more critical. Lubrication serves three primary functions: reducing friction between the rolling elements and raceways, protecting against corrosion, and helping to dissipate heat.
Most slewing bearings are available from the factory pre-greased with a high-quality lubricant suited for general-purpose applications. However, for a specific application, a different type of grease might be required. We often consult with clients to select from a range of specialist greases, considering factors like operating temperature, speed, and environmental exposure. For example, a bearing used in food processing equipment would require a food-grade lubricant, while one in a vacuum environment would need a special low-outgassing grease.
Proper maintenance is also key. The slewing ring will have grease fittings to allow for periodic re-lubrication. The maintenance schedule depends on the duty cycle of the application. An effectively lubricated bearing will have a lower starting and running torque, which is a critical performance indicator for all mechanical systems, especially in energy-sensitive applications. Neglecting lubrication is the fastest way to cause premature wear and failure in an otherwise perfectly good bearing.
How is the Performance and Precision of a Slewing Bearing Verified?
You can’t just assume a bearing will perform as specified; you have to prove it. At our factory, every lightweight slewing ring bearing undergoes a rigorous series of inspections and tests before it is shipped. This validation process is what gives our clients confidence in our product range. We test and validate several key parameters to ensure the bearing meets the design specifications.
First is dimensional accuracy. We use precision measuring instruments like Coordinate Measuring Machines (CMMs) to verify all critical dimensions, including the inner and outer diameters, height, and the geometry of the mounting holes and gear teeth. Second, we measure rotational performance. We mount the bearing on a test rig to measure its starting and running torque. We can validate this torque against the customer’s requirements. This test also helps us check for any binding or roughness in the rotation.
Finally, we verify precision, measured as runout. Runout is the total variation in the position of one ring as it rotates relative to the other, fixed ring. For high-precision applications, we can achieve submicron runout tolerances through careful control of the manufacturing process and precise ball selection or shims. We document all of these test results, and this data provided for validation forms part of the final quality report that can be shipped with the bearing. This ensures the customer receives a product that performs exactly as promised.
Understanding Gearing Options: External Gear, Internal, and Ungeared Slewing Bearings
Many slewing ring applications require a drive mechanism to produce rotation, which is accomplished by integrating gear teeth directly into one of the bearing rings. The light type slewing bearing is available in three main configurations to suit different drive setups.
The most common type is the externally geared slewing ring. In this design, the gear teeth are cut into the outside diameter of the outer ring. This allows a pinion gear from a motor to engage the bearing from the outside, which is a simple and accessible drive arrangement. We offer a wide variety of these, such as the E.1200.25.00.B Slewing Bearing, which is a versatile solution. This is often the most cost-effective and easy to maintain option. The external gear is exposed, making inspection and pinion engagement straightforward.
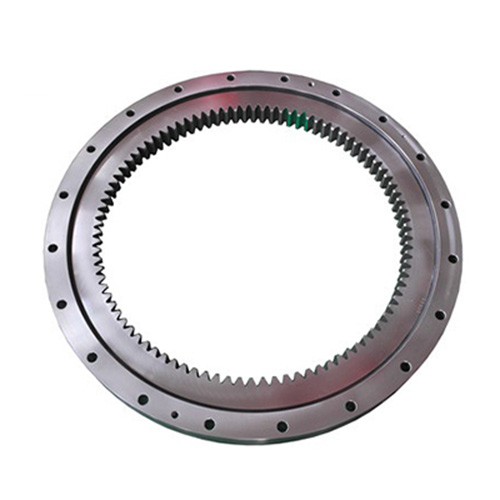
An internally geared slewing bearing has the gear teeth machined on the inside diameter of the inner ring. This design offers greater protection for the gear teeth from environmental debris and potential impact damage. It also provides a more compact design, as the drive motor can be tucked inside the inner diameter of the bearing. Lastly, the ungeared slewing bearing has no gear teeth at all. This type is used in applications where the rotation is driven by other means, such as a belt, chain, or direct-drive motor, or where the rotation is done manually. When designing a geared bearing, we can also incorporate features like locations for encoders to provide rotational feedback to the control system. The choice between external gear, internal, or ungeared depends entirely on the mechanical layout and requirements of your system.
Key Takeaways
Navigating the world of lightweight slewing ring bearings can be complex, but understanding the fundamentals is key to making the right choice for your project. As we’ve discussed, it’s about more than just finding a lighter part; it’s about finding an engineered solution.
Here are the most important things to remember:
- Define Your Application: The success of a custom lightweight slewing ring starts with a clear understanding of your load, speed, precision, and environmental requirements.
- Material Matters: Choose between high-strength aluminum for maximum weight savings and stainless steel for a balance of low weight and excellent corrosion resistance.
- Geometry is Key: A single-row ball bearing is great for general applications, while a double-row or crossed-roller bearing offers higher capacity and stiffness for more demanding jobs.
- Don’t Overlook Lubrication: Proper and consistent lubrication is essential for achieving the expected performance and lifespan of your bearing.
- Partner with a True Expert: Choose a supplier who offers robust engineering support, in-house testing and validation, and a commitment to quality control and transparency. This partnership is your best insurance against project delays and performance issues.